Jeder Holzwerker kennt sie und mag eine haben, die Bandsäge.
Nach 19 Jahre arbeiten mit der Kleinbandsäge Metabo Magnum BS 0633 musste eine etwas leistungsfähigere Maschine in die Werkstatt.
Die maximale Schnitthöhe die sie bewältigt, sollte im Bereich der Hobelbreite meiner ADH liegen, viel mehr hat keinen Wert und macht auch keinen Sinn,
weil Bandsägen mit zunehmender Leistungsfähigkeit auch schwerer und größer werden.
Die ideale neue Maschine war eigentlich schnell zu finden, schon vor Jahren auf der Holzmesse in Nürnberg stand eine Hema SR 400.
260mm Schnitthöhe, 210kg Maschinenmasse und insgesamt noch kompakte Abmessungen lassen das Holzwerkerherz höher schlagen.
Die Ernüchterung, bei aller Hochachtung für Hema Maschinen, war der Preis, ohne sich über ein paar hundert Euro zu streiten, und ohne das man
sich über Nettigkeiten wie stärkeren Antrieb, FU-gesteuert usw. Gedanken macht, stehen da 5000€ im Raum, immerhin 10000 DM richtiges Geld.
Sollten die größten Anschaffungen nach über 2 Jahrzehnten Holzwerken erst noch anstehen?
Nein, ganz bestimmt nicht.
Alternative wären eine Hema Garant 400 mit 240mm Schnitthöhe, leichterem Ständer und 1,1KW,
aber auch der Anbieter meines Vertrauens, Metabo hatte eine neue 505er Bandsäge mit dem Beinamen „Precision“
im Programm, eigentlich eine 450iger Maschine mit 280mm Schnitthöhe.
Eine weitere Alternative in Form einer gebrauchten Hema SR 400 oder Vorgängermaschine stellte sich nicht ein.
Maschinen mit 500, 600 und 630mm Rollen gab es dagegen oft, aber mit 300 oder gar 400kg Lebendgewicht, entsprechender
Bauhöhe sind kaum die Gartentreppe zur Werkstatt herunter zu bugsieren.
An einem freien Tag schaute ich bei einem etwas entfernten großen Maschinenhändler mit großem Gebrauchtmaschinensortiment vorbei.
Dort standen fabrikneue 500er und 600er Hema Garant, aber selbst die 500er war nicht unter gut 4000€ zu bekommen.
Im selben Raum stand eine 800er Meber, etwa 25 Jahre alt, ein echtes Monster, zwar mit Ständer in Stahlbauweise aber sonst alles Grauguß.
Rollen, Maschinentisch, die Tischaufnahme, die Oberrad-Verstellung, Grauguß wohin man schaute.
Klar diese Meber war viel zu groß, mit über 2,40m Höhe und mind. einer halben Tonne jenseits von Gut und Böse.
Zu dem freundlichen Maschinenschlosser, der mir die Maschinen zeigte und nach eigener Aussage auch Gebrauchte instandsetzt, sagte ich
„so etwas in 400er würde ich suchen“, leider konnte er mir damit nicht helfen, riet mir aber zum Abschied eine Maschine vor 1990 zu suchen.
Kaum eine Woche später fand ich in den Gebrauchtlisten des auf gebrauchte Holzbearbeitungsmaschinen spezialisierten Händlers „Graf“ in Bayern
eine 400er Bandsäge des ehem. Herstellers „Schleicher-Compactool“ Baujahr 1981.
Die Anfrage nach dem Preis und Detailbildern wurde von der Fa. Graf alsbald beantwortet.
Die kleine Maschine erinnerte in vielen Details an die große Meber von der Woche vorher, nach einigen Infos zu den Geräten der Fa. Schleicher
war sehr schnell klar, die sollte es werden.
Fa. Graf versprach einen betriebsbereiten Zustand, ich riskierte es und fuhr im zeitigen Frühjahr nach Bayern die Maschine abholen.
Dort angekommen hob der Chef die Maschine mit dem Stapler auf einen freien Platz nahe am Drehstromstecker, wo ich die Maschine sogleich
mit ein paar mitgebrachten Hölzern testen konnte.
Die Maschine mit gut 200kg hatte einen extrem ruhigen und wackelfreien Lauf, sägte am Anschlag und stand für 32 Jahre nicht mal so schlecht da.
Schnell stand sie mittels Gabelstapler auf dem Transporter, mit dem Schwerlastgurt wurde sie gesichert, so ging es Richtung Heimat.
Mit Hilfe von guten Freunden, Greifzug, Stahlseil und Tauwerk wurde die Maschine am folgenden Tag abgeladen und in die Garage geräumt.
Ein Transport am Stück kam nicht in Frage, zu groß das Risiko auf der Treppe, also zerlegte ich die Maschine an den folgenden Abenden und trug die Teile
in die Werkstatt. Den Maschinenständer von gut 120kg fuhren wir mit der Sackkarre an den Werkstatteingang und trugen diesen zu dritt die Treppe hinab.
Nun lagen sämtliche Einzelteile in der Werkstatt und der Maschinenständer stand daneben, das schrie gerade zu nach einer Aufarbeitung.
Nach Rücksprache mit einem ehemaligen Forumskollegen, erfahrener Maschinenschlosser war klar, die Rollenlager der schweren Gußräder sollten
erneuert werden, empfohlen wurden sog. „doppelt abgedichtete Lager“ eines Marken-Anbieters.
Diese Qualitätslager konnte ich bei meinem Arbeitgeber relativ günstig erwerben.
Zudem wurden jede Menge Inbusschrauben mit Zylinderkopf aus Edelstahl und passende Edelstahl-Hutmuttern, Unterlegscheiben, und Federringe besorgt.
Im nahen Malereinkauf bekam ich eine passende Maschinen-Grundierung und Lackfarbe in „matt/glänzend“ mit besonderer Eignung für Maschinen, so der Farben-Berater.
Nach erfolgter Reinigung des Maschinentisches kam, wie erhofft, eine gehobelte Grauguß-Oberfläche zum Vorschein, die kleine Schleicher begann zu überzeugen.
Bei der Demontage war mir aufgefallen das die Handräder und Knäuffe der Maschine teils einen Kunststoffüberzug hatten bzw. aus Kunststoff bestanden,
diese passten überhaupt nicht mehr zur mittlerweilen geplanten Optik der Bandsäge. Fündig wurde ich bei der Firma Ganter-Griff im Online-Shop, dort bestellte ich Aluhandräder
gestrahlt mit poliertem Kranz und Sterngriffe in Alu poliert. Bei Lieferung an Privatpersonen macht Ganter zwar einen Preis-Aufschlag, schnelle Lieferung von genau dem Bestellten lassen dies aber verschmerzen.
Auch das Tischabschlußprofil, an welchem man den Parallelanschlag fixiert, konnte nicht mehr so recht überzeugen, es war aus Kastenrohr quadratischen Querschnitts 20x20mm
und verchromt, im Bereich der angeschweißten Haltelaschen blätterte die Verchromung ab.
Die Haltebügel der Sägebandabdeckung waren aus dickwandigem faserverstärktem Kunststoff, auch hier lag eine Verbesserung nahe.
Nach Rücksprache mit „meinem Restaurationsberater“ entschied ich mich gegen evtl. zu weichen Edelstahl, aber für sog. „gezogenes Material ST 60“.
Ein im Werkstattraum kaum zu Rost neigender Stahl mit enormer Festigkeit.
Hieraus wurde das Tischabschlußprofil gefertigt und auch die Halter der Sägebandabdeckung, was mir einige Stunden mit der Feile am Schraubstock einbrachte und weitere Stunden
händische Polierarbeit mit „Monidur“ Paste.
Allerdings wurde auch eine Verbesserung vorgesehen, ein junger Freund, von Beruf Zerspanungsmechaniker, bot mir an das Tischabschlußprofil auf der CNC-Fräse zu nuten, 13,2mm breit und 1mm tief, zur Aufnahme einer Maßskala aus Metall, die ich bei „feine Werkzeuge“ orderte.
Mittlerweilen war nicht nur die Metallerwerkbank in meiner Werkstatt mit Farbdosen, Metallteilen und Blechdosen voller Befestigungsmaterialien belegt, sondern auch Teile der Hobelbank erinnerten an eine Maschinenreparaturwerkstatt, freilich nicht ganz so strukturiert wie bei den Profis, eher chaotisch wie bei den Hobby-Autoschraubern.
Während ein Dutzend Blechteile und der Maschinenständer nach viel Schleifarbeit und Grundierung im 2. Lack standen, an Drähten hangen und vor Staub geschützt werden mußten,
kamen die Bauteile zur Fertigung der Fahreinrichtung. Dickwandiger Profilstahl (Kastenrohr 60x60mm) auf Gehrung gesägt, 10mm starke Flachstahlteile und Schwerlastrollen der Marke „Wicke“ mit 250kg Traglast pro Rad, dazu Edelstahl Maschinenfüße höhenverstellbar mit Alusterngriffen, belegten den Rest der Hobelbank.
Glücklicherweise konnte ich die Räder und die Maschinenfüße zu guten Konditionen erwerben.
Ein freundlicher Moderatorenkollege von Werkzeug-News, gelernter Stahlbauschlosser in der Nähe wohnend erklärte sich bereit mit seinem transportablen Schweißtrafo hier vor Ort die Schweißarbeit am Untergestell zu übernehmen.
An diesem Tag hatte die Genko Ausleger-TBM ihre schwersten Stunden, jedenfalls in den letzten 5 Jahren.
Unter anderem mussten 21mm Bohrungen in den Profilstahl angebracht werden, das Hohlprofil wurde dann mit 60mm langen 20mm Vollwellenstücken mittels schweißen gefüllt, anschliessend mittig mit 12mm Durchgangsbohrung versehen und mit M14 Innengewinde ausgestattet. Dies alles, auch die 60mm tiefen M14 Gewinde in Vollstahl erledigte die Genko mit 60 U/min und viel Schneidöl ohne ein einziges Problem.
Dank dem freundlichen Kollegen Janik entstand eine Fahreinrichtung wie aus einem „Guß“, sämtliche Schweißnähte wurden mit dem Winkelschleifer verputzt, noch am gleichen Abend übernahm ich die Grundierung und Lackierung in Maschinenfarbe, am folgenden Tag wurden die Räder und die 4 Maschinenfüße angebracht. Durch die verbreiterte Standfläche und der festen Verschraubung mit dem Maschinenfuß ergibt sich ein sicheres Verschieben der rund 180cm hohen Maschine und ein ebenso sicherer Stand.
Bei der Verbindung von Maschine mit der Fahreinrichtung hat sich erneut die Umlenkrolle an der Werkstattdecke und der massive Betonanker mit Augenmutter in Verbindung mit dem 500kg Jockey Greifzug bewährt, mit dem ich vor 5 Jahren die schwere Tischbohrmaschine auf ihr Untergestell hob. Auch mit gut 200kg Bandsäge wurde diese Konstellation gut fertig.
Nachdem die, mit neuen Lagern versehenen Bandsägenrollen montiert waren, alle Handräder und Knäuffe angebracht, sowie die geänderten Bauteile am Maschinentisch und der Sägebandabdeckung montiert waren, kam der 1,1 KW leistende Alumotor wieder auf die Motorwippe.
Die gereinigten und geschmierten Bandführungen wurden montiert und auf ein 25mm breites Hema Sägeband eingestellt.
Leider konnte ich nicht am Anschlag sägen, der Sägeschnitt verlief extrem. Eine Anschlagsveränderung, auch „auf die Drift einstellen“ genannt, kam keinesfalls in Frage.
Insgesamt beschäftigte mich das 9 Abende lang, doch mein Bandsägenlatein und auch das von einigen Teilnehmern des Woodworking Forums war ziemlich am Ende.
Da mir in der Vergangenheit einige gute Einstellungen an verstellten Bandsägen gelangen, hätte ich das nicht erwartet.
Es konnte also nur an der Montage gelegen haben, wo mir wohl ein Grundsatzfehler unterlaufen war, so mein Gedanke.
Ich hatte die Halbkreisaufnahme aus Gußeisen zur Aufnahme des Maschinentisches mit Hilfe eines Stahllineals am geschweißten Maschinenständer ausgerichtet.
Seltsamerweise stand die Maschinentischkante nicht parallel zum Ständer.
Nach der vorsichtigen Demontage des Maschinentisches löste ich die 2 Schrauben der Halbkreisaufnahme ein Wenig und drehte die Halbkreisaufnahme so das deren Bohrungen
an den Schraubenschäften anlagen, so zog ich die Schrauben wieder an. Der erneut montierte Maschinentisch fluchtete nun mit der Kante zum Maschinenständer.
Das Sägeband wurde wieder aufgelegt und dabei weit weniger gespannt als teilweise empfohlen, dennoch hatte die Maschine die Versuche mit extremer Bandspannung nicht nur überstanden, sie hatte sich dabei als sehr unnachgiebig gezeigt, aber immer noch gefühlt doppelt so stramm wie ich es bei meiner alten Kleinbandsäge tat.
Ich begann mit 60mm starker Eiche, und konnte diese perfekt am Anschlag sägen, danach wechselte ich auf 150mm Eiche, die ebenso gut gesägt werden konnte, keinerlei Neigung zum Verlaufen mehr.ein 240mm Eichenbrett konnte ich am Anschlag in absolut gleichmäßige Starkfurniere von 4 mm sägen, bei dieser Holzstärke, die das obere Ende der Möglichkeiten der Maschine markiert zeigte sich dann ein deutlich reduzierter Sägefortschritt.
Die begrenzenden Faktoren sind hier schnell ausgemacht, 1,1 KW und knapp 1100 m/min Bandgeschwindigkeit, markieren keine Spitzenwerte.
Die Elektrowerkstatt meines Arbeitgebers wechselt manchen Antriebsmotor vorsorglich um absolute Betriebssicherheit zu gewährleisten.
So gelang ein 2,2KW Grauguß Motor eines deutschen Markenherstellers, ziemlich eingestaubt aber voll funktionsfähig in diesen Wechselturnus, diesen Motor bewahrte ich vor der Entsorgung, was mir nicht sonderlich schwer fiel.
Doppelte Leistung bei gleichem Motordurchmesser bedeutet auch doppeltes Drehmoment, das würde erlauben die Bandgeschwindigkeit zu erhöhen und dennoch mehr Durchzug zu haben. Die Übersetzung wurde so geändert das knapp 1400 m/min erreicht werden, ein Wert den auch die Hema SR 400 etwa bietet, optional ist diese Maschine auch mit einem 2,2 KW Motor orderbar, was mich insgesamt in meinen Planungen bestärkte.
Leider baut der 2,2 KW Graugußmotor gut 40mm länger als der 1,1 KW Alumotor, und so passte ersterer nicht mehr auf die Motorwippe, die eben nicht nur den Motor aufnimmt, sondern auch dazu dient den Übertragungs-Keilriemen zu spannen.
Es musste eine neue Motorwippe gefertigt werden, hierzu musste zunächst 3mm Stahlblech abgekantet werden, eine Arbeit die zufriedenstellend nur an einer professionellen
Abkantbank gelingt.
Manchmal dauert es bis man geeignetes Blech, die passende Zuschneidevorrichtung und die nötige Abkantbank findet.
Irgendwann gelangte ein passendes Blech, die zukünftige Motorwippe in meine Werkstatt.
Tobi, der Sohn eines Lehrkollegen und sehr guten Freundes, mit dem ich seit geraumer Zeit ebenfalls Freundschaft und eine gemeinsame Werkzeug und Werkstatt-Leidenschaft hege,
ist mittlerweilen erfahrener Zerspanungsmechaniker der auch in seiner Freizeit in der eigenen Werkstatt auf ansehnliches Metallbearbeitungsequipment zurück greifen kann.
Er fertigte die Verlängerung des Drehpunktes der Motorwippe, professionell und passgenau, so das erneute Schweißarbeit am bereits endlackierten Maschinenständer entfallen konnte.
Ebenfalls von Tobi kam der neue Absauganschluß, der den gebrochenen Übergang aus Kunststoff ersetzt. Die Teile bekam ich mit dem Anschlußkasten-Deckel des 2,2KW Motors von ihm sandgestrahlt zurück, ein Zustand bei dem sogar das Grundieren Freude macht.
Den “ neuen“, starken Motor mit geänderter Übersetzung montierte ich selbst und da der Absauganschluß noch nicht ganz trocken war verzichtete ich für den 1. Probeschnitt mit der
erstarkten kompakten 400er Schleicher, auf eine Staubabsaugung, die Versuchung war einfach zu groß.
Schnell wurde ein sehr trockenes Kiefernbrett passender Breite auf 240mm gesägt, die alte und funktionierende „Meccard“-Bandführung erlaubt etwas weniger Schnitthöhe als die Modelle von Hema und APA, der Parallelanschlag auf 4mm Abstand zum gespannten Sägeband eingestellt und eingeschaltet.
Das Gefühl welches die sehr ruhig und wackelfrei laufende Maschine beim Sägen vermittelt ist nur schwer zu beschreiben, jeder leichte Vorschubdruck wird in Schnittlänge umgesetzt, mit einer Leichtigkeit die nur dem berühmten heißen Draht in Butter vergleichbar scheint und dies bei aktuell max. Schnitthöhe von 240mm.
Mit einer weniger ausladenden Augen-Durchführung beim Übergang der Höhenverstellung Bandabdeckung zur Bandführung wären sicher 255mm Schnitthöhe möglich.
Eine Nachrüstung auf Hema Bandführungen habe ich mir deshalb fürs kommende Frühjahr vorgenommen.
Die Oberflächengüte des Sägeschnittes im Kiefernholz ist nur an wenigen Stellen unterbrochen, wo ich den Sägevorschub meinerseits kurz abstoppte um zu schauen das alles i.O. ist, ich traute diesem leichten Vorwärtsdrang regelrecht nicht ganz, was aber völlig unbegründet war.
Ansonsten ist die Oberfläche sehr viel glatter als ich es je von einem Bandsägeschnitt erwartet hätte.
Verwendet wurde ein zahnspitzengehärtetes Hema Band mit 3 ZpZ und 0,5mm Bandstärke, mit den erwähnten 1400 m/min Bandgeschwindigkeit.
Die etwas über 1000 U/min der gußeisernen Bandsägenrollen schaden den doppelt abgedichteten Lagern keinesfalls, die würden sogar ein mehrfaches an Drehzahl verkraften wurde mir von fachkundiger Seite versichert.
Bevor ich Euch die Bilder der gesamten Überarbeitung nun zeige, ein paar Worte zu den Erkenntnissen:
Gezählt habe ich sie nicht, aber insgesamt dürften es 80-100 Std. Arbeit meinerseits gewesen sein, zugegeben bin ich wahrlich kein Maschinenschlosser und verfüge auf diesem Gebiet auch nur über wenig Erfahrung. Für die unterm Strich stehende Summe, die ich absolut nicht nennen möchte, hätte man eine neue Importmaschine evtl. sogar eine oder zwei Nummern größer bekommen. Ganz sicher keine aus europ. oder deutscher Fertigung. Einzig die kompakte 400er Meber, dessen Namen einige zentrale Graugußteile der Schleicher tragen, würde den Preis sogar unterbieten, doch weit gefehlt.
Auf der Ligna in Hannover war ich in diesem Frühsommer auch bei Meber, wo mir eine eher jämmerliche kaum 100kg „Blechkasten“-Kopie der Schleicher gegenüberstand, dessen einziges Gußteil offenbar der Maschinentisch war, auf Nachfrage des Fertigungsstandortes wurde mir „Fernost“ genannt.
Sehr ansehnliche Maschinen aus europ. Fertigung beginnen bei Meber, heute, leider erst bei 500mm Rollendurchmesser.
Nun stellt sich große Zufriedenheit bei mir ein, obgleich noch einige Feinheiten bzw. Kleinigkeiten angebracht werden müssen, so u.a. die Aigner Tischanschlußprofile zur Aufnahme von Zubehörtischvergrößerungen. Ich freue mich auf die ersten Schubladenseiten, oder Schranktürfüllungen vom Maschinentisch der 400er Schleicher Compactool.
Nachdem ich bei der Suche nach einer gebrauchten Bandsägemaschine auf violett lackierte Hema Maschinen und weiß gefärbte Kölle Bandsägen gestoßen bin, war der Gedanke der freien Farbwahl geboren, Insider wissen was jetzt kommt:
Die Maschine erhielt 3 verschiedene Farben und wie könnte es anders sein, Grundfarbe Maschine ist RAL 6009 Tannengrün, unbearbeitete Gußseiten erhielten Hammerschlag-Silber und einige ganz wenige Teile wie das untere Ende des Sägebandschutzes die Bandsägerollen und der Lüfter des 2,2 KW Motors wurden RAL 3000 Feuerrot lackiert.
So entstand eine 400er Schleicher Compactool mit einem Hauch von „Magnum-Style“, das mag mancher kritisieren, ich stehe dazu, es passt in meine Werkstatt und zu mir.
Danke das war es an Infos, viel Spass beim Bilder-Schauen und spart nicht an Kritik.
Diese Dokumentation ist für mich aber auch für Euch, werkzeugbegeisterte Holzwerker und Maschinen-Freunde, schaut, fragt nach und baut Euch Eure Maschine neu auf, es ist nur ein Weg der hier gezeigt wurde, es gibt sicher noch viele andere, es muß aber keine Trennbandsäge von Hema, Kölle oder Zimmermann sein.
———-
An dieser Stelle möchte ich allen danken mit deren Hilfe das Projekt Bandsägen Restaurierung erst möglich wurde, stellvertretend für viele Helfer nenne ich hier einige Namen,
Tobi+Thomas, Transport, Metallarbeiten an Fräse und Drehbank, Janik Forumskollege aus Werkzeug-News perfekte Schweißarbeiten an Fahreinrichtung und div. Halterungen, Karlheinz Beratung in Sachen Motortechnik und Beschaffung sowie Übersetzungsänderung, Sebastian Maschinenschilder und Design, meiner Frau für moralische Unterstützung und Abholung der Maschine und natürlich dem Webmaster Patrick der das alles wieder mal online stellt.
————
Kapitel 1: Die Basis
Das Typenschild mit den wichtigsten Daten, zusätzlich stand auf dem Motor noch 1,1KW als Zusatzinformation.
Das Typenschild mit den wichtigsten Daten, zusätzlich stand auf dem Motor noch 1,1KW als Zusatzinformation.
Das original Hersteller Schild, offenbar so alt wie die Maschine, typisch 80iger Jahre.
Das original Hersteller Schild, offenbar so alt wie die Maschine, typisch 80iger Jahre.
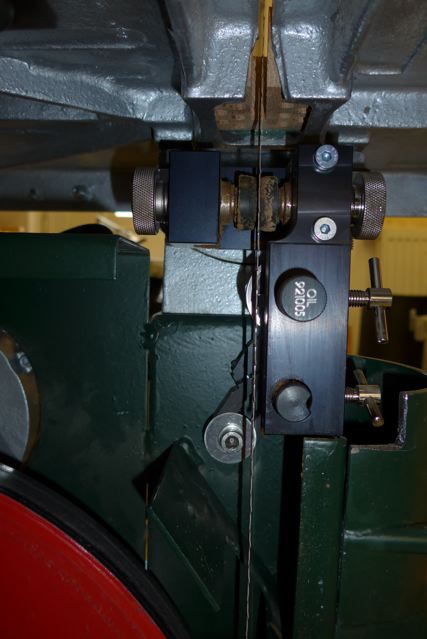
Eine weitere Aufnahme der Oberradaufhängung mit Befestigung im Maschinenständer, unten Handrad zur Bandspannungsverstellung.
Eine weitere Aufnahme der Oberradaufhängung mit Befestigung im Maschinenständer, unten Handrad zur Bandspannungsverstellung.
Mal eben unter den Maschinentisch geschaut, hier findet sich eine klassische Tischaufnahme u. Verstelleinheit aus Grauguß, massiv und wie sich herausstellte passgenau, aber, und da merkt man ihr die 32 Jahre an, ohne jede Gradeinteilung für Schrägstellung oder 0-Stellung und auch nur zentrale Befestigungsmutter mit vorgeformter Unterlage, allerdings M12. Der Maschinentisch muß am gespannten Sägeband mit Maschinenwinkel rechtwinklig eingestellt werden, als Kontrolle empfiehlt sich das aber auch bei Maschinen mit Gradeinteilung an dieser Stelle.
Mal eben unter den Maschinentisch geschaut, hier findet sich eine klassische Tischaufnahme u. Verstelleinheit aus Grauguß, massiv und wie sich herausstellte passgenau, aber, und da merkt man ihr die 32 Jahre an, ohne jede Gradeinteilung für Schrägstellung oder 0-Stellung und auch nur zentrale Befestigungsmutter mit vorgeformter Unterlage, allerdings M12. Der Maschinentisch muß am gespannten Sägeband mit Maschinenwinkel rechtwinklig eingestellt werden, als Kontrolle empfiehlt sich das aber auch bei Maschinen mit Gradeinteilung an dieser Stelle.
Blick auf das untere Bandsägerad bei geöffneter Tür, das Rad selbst besteht aus Grauguß, in der Fläche fast 10mm stark die 3 runden Öffnungen zur Aufnahme des Abziehers, gesichert ist das Rad mit Seegeringen. Der Laufkranz ist 30mm breit und ballig gummiert, die Gummierung ist in gutem Zustand und wurde belassen.
Positiv fällt der mehrfach gekantete Maschinenständer auf, dort wo Blechprofile aneinanderstoßen wurde fast immer durchgeschweißt.
Blick auf das untere Bandsägerad bei geöffneter Tür, das Rad selbst besteht aus Grauguß, in der Fläche fast 10mm stark die 3 runden Öffnungen zur Aufnahme des Abziehers, gesichert ist das Rad mit Seegeringen. Der Laufkranz ist 30mm breit und ballig gummiert, die Gummierung ist in gutem Zustand und wurde belassen.
Positiv fällt der mehrfach gekantete Maschinenständer auf, dort wo Blechprofile aneinanderstoßen wurde fast immer durchgeschweißt.
Die Oberrad Aufhängung und Verstellung, ein weiterer Stein fiel mir vom Herzen, 2-teiliges Graugußteil mit massivem Wellenstumpf zur Radaufnahme, bei genauem Hinsehen fällt unter dem Wellenstumpf auf der lackierten Fläche der Name "Meber" auf.
Außerdem ist die Oberradaufnahme in der o.g. Quertraverse verbaut, die Blechstärken in diesem Bereich wie auch im gesamten Bereich Tragkonstruktion betragen 4,5 und 5mm.
Die Radkästen, die lediglich vor Sägeband und Sägemehl und vor Eingriff schützen bestehen aus 2,5mm Blech.
Die Oberrad Aufhängung und Verstellung, ein weiterer Stein fiel mir vom Herzen, 2-teiliges Graugußteil mit massivem Wellenstumpf zur Radaufnahme, bei genauem Hinsehen fällt unter dem Wellenstumpf auf der lackierten Fläche der Name "Meber" auf.
Außerdem ist die Oberradaufnahme in der o.g. Quertraverse verbaut, die Blechstärken in diesem Bereich wie auch im gesamten Bereich Tragkonstruktion betragen 4,5 und 5mm.
Die Radkästen, die lediglich vor Sägeband und Sägemehl und vor Eingriff schützen bestehen aus 2,5mm Blech.
Von hinten überzeugte der Ständer in "C" bzw. "G"-Form, das oben links aus dem Oberradkasten herausragende Profil mit der Höhenverstellung der Sägebandabdeckung mittels gezahnter Vollwelle überzeugte mich. Denn dieses doch rel. aufwändig zu fertigende Detail fand ich auf meiner langen Suche nur an Gewerbe-Maschinen der Marken Hema, Meber, Maka und Schleicher mit 600-900mm großen Rollen, an keiner kleinen Maschine hatte ich das bisher gesehen.
Zudem stand der Motor auf einer Motorwippe, also kein sog. Flanschmotor, ein einfacher Wechsel ist möglich. Die Linien in der Oberfläche des Maschinentisches deuten auf "gehobelten Grauguß" hin, mein Gedanke, wer sich soviel Mühe gibt spart vermutlich nicht am falschen Ende.
Von hinten überzeugte der Ständer in "C" bzw. "G"-Form, das oben links aus dem Oberradkasten herausragende Profil mit der Höhenverstellung der Sägebandabdeckung mittels gezahnter Vollwelle überzeugte mich. Denn dieses doch rel. aufwändig zu fertigende Detail fand ich auf meiner langen Suche nur an Gewerbe-Maschinen der Marken Hema, Meber, Maka und Schleicher mit 600-900mm großen Rollen, an keiner kleinen Maschine hatte ich das bisher gesehen.
Zudem stand der Motor auf einer Motorwippe, also kein sog. Flanschmotor, ein einfacher Wechsel ist möglich. Die Linien in der Oberfläche des Maschinentisches deuten auf "gehobelten Grauguß" hin, mein Gedanke, wer sich soviel Mühe gibt spart vermutlich nicht am falschen Ende.
So stand sie bei Graf Maschinen in der Halle, keinen schlechten Eindruck machte die Schleicher, auffallend der noch mit etwas Mühe geformte Maschinenständer, angeschweißte Scharniere an den Türblättern, außen liegender Sägeblatt-Schutz wie es in den 80iger Jahren noch normal war, der einteilige Grauguß-Parallelanschlag, relativ große Handräder und der gebrochene Absauganschluß.
So stand sie bei Graf Maschinen in der Halle, keinen schlechten Eindruck machte die Schleicher, auffallend der noch mit etwas Mühe geformte Maschinenständer, angeschweißte Scharniere an den Türblättern, außen liegender Sägeblatt-Schutz wie es in den 80iger Jahren noch normal war, der einteilige Grauguß-Parallelanschlag, relativ große Handräder und der gebrochene Absauganschluß.
Kapitel 2: Die Demontage
Die ausgebaute Aufnahme und Verstelleinrichtung des oberen Bandsägerades, eine selbstzentrierende und bearbeitete Grauguß Führung, Trapezgewindespindel wie es sich für Bewegungsgewinde gehört, und 100mm Handrad. Die gesamte Einheit hat "Schraubstockqualitäten" im übertragenen Sinn, ist meilenweit entfernt von wacklig mikrigen Blechverstellungen.
Die ausgebaute Aufnahme und Verstelleinrichtung des oberen Bandsägerades, eine selbstzentrierende und bearbeitete Grauguß Führung, Trapezgewindespindel wie es sich für Bewegungsgewinde gehört, und 100mm Handrad. Die gesamte Einheit hat "Schraubstockqualitäten" im übertragenen Sinn, ist meilenweit entfernt von wacklig mikrigen Blechverstellungen.
Von Flugrost gekennzeichneter Gußanschlag und das zugehörige Tischabschlußprofil zeigt Abplatzungen der Chrom-Schicht, dieses Profil sollte ersetzt werden das war schnell klar.
Von Flugrost gekennzeichneter Gußanschlag und das zugehörige Tischabschlußprofil zeigt Abplatzungen der Chrom-Schicht, dieses Profil sollte ersetzt werden das war schnell klar.
Der Übergang vom stählernen Maschinenständer auf den Grauguß-Maschinentisch, das Gegenstück der Verstelleinheit welches unbeweglich an der Maschine verschraubt wird, auch hier wurden die Gleitflächen sorgfältig vor Farbe geschützt.
Der Übergang vom stählernen Maschinenständer auf den Grauguß-Maschinentisch, das Gegenstück der Verstelleinheit welches unbeweglich an der Maschine verschraubt wird, auch hier wurden die Gleitflächen sorgfältig vor Farbe geschützt.
Nach gründlicher Reinigung, partieller Schleifarbeit und sorgfältigem Abkleben der Gleitflächen begann die Vorgrundierung.
Nach gründlicher Reinigung, partieller Schleifarbeit und sorgfältigem Abkleben der Gleitflächen begann die Vorgrundierung.
Hier eine Detailaufnahme der Bandführung, schön ist anders. Die Bauart ansich macht keinen so schlechten Eindruck.
Hier eine Detailaufnahme der Bandführung, schön ist anders. Die Bauart ansich macht keinen so schlechten Eindruck.
Die obere Bandführung liegt ausgebaut im Lagerkasten und wartet in optisch schlechtem Zustand auf den Schrottkübel oder die Aufarbeitung.
Die obere Bandführung liegt ausgebaut im Lagerkasten und wartet in optisch schlechtem Zustand auf den Schrottkübel oder die Aufarbeitung.
Die Maschinentisch Einstell-u. Befestigungseinheit aus Grauguß mit Langloch für die zentrale Verschraubung, die außen an der Einheit befindlichen, bearbeiteten Gleitflächen sind mit einer Mischung aus Fett und Holzstaub "belegt". Der mit rund 500x400mm recht kompakte Maschinentisch ist nicht so sehr viel verrippt (Rippen sind die mitgegossenen Stege die den Tisch verstärken), aber mit gut 10mm Wandstärke schön dimensioniert.
Die Maschinentisch Einstell-u. Befestigungseinheit aus Grauguß mit Langloch für die zentrale Verschraubung, die außen an der Einheit befindlichen, bearbeiteten Gleitflächen sind mit einer Mischung aus Fett und Holzstaub "belegt". Der mit rund 500x400mm recht kompakte Maschinentisch ist nicht so sehr viel verrippt (Rippen sind die mitgegossenen Stege die den Tisch verstärken), aber mit gut 10mm Wandstärke schön dimensioniert.
Der 1,1KW Drehstromantrieb aus Aluminiumguß mit stählerner Keilriemenscheibe, beides fand in der überholten Maschine keine Verwendung mehr.
Der 1,1KW Drehstromantrieb aus Aluminiumguß mit stählerner Keilriemenscheibe, beides fand in der überholten Maschine keine Verwendung mehr.
Die Raddemontage funktioniert nur mit speziellen Werkzeugen, insgesamt wird das Rad mit 4 Seegeringen auf dem Wellenstumpf positioniert und gehalten, 2 Seegeringszangen und ein 3-Arm Abzieher mussten geliehen werden.
Die Raddemontage funktioniert nur mit speziellen Werkzeugen, insgesamt wird das Rad mit 4 Seegeringen auf dem Wellenstumpf positioniert und gehalten, 2 Seegeringszangen und ein 3-Arm Abzieher mussten geliehen werden.
Kapitel 3&4: Die Aufarbeitung
Ohne die Klebeschutzfolie rückseitig zu entfernen probiere ich wie das Vogel Maßband in die Nut passt, es passt.
Ohne die Klebeschutzfolie rückseitig zu entfernen probiere ich wie das Vogel Maßband in die Nut passt, es passt.
Das Tischabschlußprofil (Vollmaterial ST60) frisch aus Tobi´s Metallwerkstatt, man sieht deutlich die Nut in die das selbstklebende Metallmaßband der Firma "Vogel", geliefert von "feine Werkzeuge" Dieter Schmid, passen soll.
Das Tischabschlußprofil (Vollmaterial ST60) frisch aus Tobi´s Metallwerkstatt, man sieht deutlich die Nut in die das selbstklebende Metallmaßband der Firma "Vogel", geliefert von "feine Werkzeuge" Dieter Schmid, passen soll.
Nachdem die bearbeiteten Bezugskanten des Anschlags behandelt waren und die lackierten Flächen nun in Hammerschlag Silber eingefärbt waren habe ich den Anschlag mal eben an dem Aufnahme Stahl befestigt.
Nachdem die bearbeiteten Bezugskanten des Anschlags behandelt waren und die lackierten Flächen nun in Hammerschlag Silber eingefärbt waren habe ich den Anschlag mal eben an dem Aufnahme Stahl befestigt.
Doch die Monidur-Paste zeigt auch hier Wirkung, wenngleich man keine Wunder erwarten sollte.
Doch die Monidur-Paste zeigt auch hier Wirkung, wenngleich man keine Wunder erwarten sollte.
Auch der Parallelanschlag bedarf Zuwendung, ungleich schwieriger ist die gefräste Grauguß-Oberfläche zu reinigen.
Auch der Parallelanschlag bedarf Zuwendung, ungleich schwieriger ist die gefräste Grauguß-Oberfläche zu reinigen.
Nicht anders auf der Hobelbank, hier mehr Lagerplatz, das schont die Oberfläche für künftige Holzarbeiten, 3/8" Ratschenkasten, Säcke mit den neu gelagerten Bandsägerollen, Schrauben fast ausschließlich Edelstahl mit Zylinderkopf-Inbus und Hutmuttern aus dem beständigen, schönen Stahl. Kästchen mit neuen Teilen, Uhrenmeßschieber und Montagehandschuhe finden auf der Hobelbank ebenfalls Platz.
Nicht anders auf der Hobelbank, hier mehr Lagerplatz, das schont die Oberfläche für künftige Holzarbeiten, 3/8" Ratschenkasten, Säcke mit den neu gelagerten Bandsägerollen, Schrauben fast ausschließlich Edelstahl mit Zylinderkopf-Inbus und Hutmuttern aus dem beständigen, schönen Stahl. Kästchen mit neuen Teilen, Uhrenmeßschieber und Montagehandschuhe finden auf der Hobelbank ebenfalls Platz.
Seit geraumer Zeit ist an Holzarbeiten nicht mehr zu denken, hier die kleine Metallwerkbank, an der die div. Stahl und Gußteile überarbeitet werden.
Seit geraumer Zeit ist an Holzarbeiten nicht mehr zu denken, hier die kleine Metallwerkbank, an der die div. Stahl und Gußteile überarbeitet werden.
Nach der ersten Reinigung mit Metall-Reinigungs u. Polierpaste "Monidur" sieht die Maschinentisch-Oberfläche im Detail so aus.
Nach der ersten Reinigung mit Metall-Reinigungs u. Polierpaste "Monidur" sieht die Maschinentisch-Oberfläche im Detail so aus.
Kapitel 5: Sonderteil Drehen
Die gezahnte Welle der Höhenverstellung mit den beiden Halteringen von der Drechselbank.
Die gezahnte Welle der Höhenverstellung mit den beiden Halteringen von der Drechselbank.
Draufsicht beim Ausdrehen.
Draufsicht beim Ausdrehen.
Ein in der Holzwerkstatt eher ungeliebtes Abfallprodukt, metallene Dreh und Bohrspäne.
Ein in der Holzwerkstatt eher ungeliebtes Abfallprodukt, metallene Dreh und Bohrspäne.
Hier der Aufbau mit Drehmeißel.
Hier der Aufbau mit Drehmeißel.
Eine Welle mit 20mm Durchmesser passt nicht in einer 20mm Bohrung, da ich kein Metallbohrersortiment in 0,1mm Schritten besitze muß ein Drehmeißel auf dem kleinen Support der Steinert-Piccolo montiert werden, hiermit kann gut 0,2mm aufgedreht werden.
Eine Welle mit 20mm Durchmesser passt nicht in einer 20mm Bohrung, da ich kein Metallbohrersortiment in 0,1mm Schritten besitze muß ein Drehmeißel auf dem kleinen Support der Steinert-Piccolo montiert werden, hiermit kann gut 0,2mm aufgedreht werden.
Der Bohrer verfügt über einen MK2 Schaft den die MK2 Aufnahme des Reitstocks direkt aufnimmt.
Der Bohrer verfügt über einen MK2 Schaft den die MK2 Aufnahme des Reitstocks direkt aufnimmt.
Für den in der Höhe verstellbaren und weil außen an der Maschine angeordneten und damit schwenkbaren Sägebandschutz mußten neue Halter gefertigt werden, die von der gezahnten Welle mit 20mm Durchmesser aufgenommen werden sollen, werden hier aus 40mm Wellenabschnitten ST60 Ringe gefertigt. Nachdem vorgebohrt wurde wird nun der 20mm Bohrer durch den drehenden und zähen Stahl "geschoben".
Für den in der Höhe verstellbaren und weil außen an der Maschine angeordneten und damit schwenkbaren Sägebandschutz mußten neue Halter gefertigt werden, die von der gezahnten Welle mit 20mm Durchmesser aufgenommen werden sollen, werden hier aus 40mm Wellenabschnitten ST60 Ringe gefertigt. Nachdem vorgebohrt wurde wird nun der 20mm Bohrer durch den drehenden und zähen Stahl "geschoben".
Kapitel 6: Bandspann- u. Verstelleinheit
Nachdem die Einheit gründlich entfettet wurde und deren zentrierende Gleitflächen sauber abgeklebt waren konnte der Farbauftrag erfolgen, hier die Einheit von hinten oben mit noch abgeklebten Wellenzapfen der, der Radaufnahme dient.
Nachdem die Einheit gründlich entfettet wurde und deren zentrierende Gleitflächen sauber abgeklebt waren konnte der Farbauftrag erfolgen, hier die Einheit von hinten oben mit noch abgeklebten Wellenzapfen der, der Radaufnahme dient.
Hier die Rückenansicht nach der Lackierung.
Hier die Rückenansicht nach der Lackierung.
Ein durchdachtes und schönes Graugußteil zur Verstellung des oberen Bandsägerades, hiermit wird einerseits die Bandspannung aufgebaut, großes verschiebbares Teil mit Wellenzapfen welches über das Handrad und die Trapezgewindespindel verfahren wird. Andererseits kann die gesamte Einheit im eingebauten Zustand geneigt werden, die Bedienung hierzu befindet sich am Bandsägengestell am unteren Ende des oberen Radkastens hinten.
Ein durchdachtes und schönes Graugußteil zur Verstellung des oberen Bandsägerades, hiermit wird einerseits die Bandspannung aufgebaut, großes verschiebbares Teil mit Wellenzapfen welches über das Handrad und die Trapezgewindespindel verfahren wird. Andererseits kann die gesamte Einheit im eingebauten Zustand geneigt werden, die Bedienung hierzu befindet sich am Bandsägengestell am unteren Ende des oberen Radkastens hinten.
Kapitel 7: Schleifen/Lackieren
Nun auch Lack auf der Gegenseite.
Nun auch Lack auf der Gegenseite.
Die Türen, die Motorwippe und die Sägebandabdeckung innenseitig bereits lackiert, die Wahl fiel, wie bereits im Vorwort erwähnt auf Tannengrün RAL 6009 matt/glänzend.
Die Türen, die Motorwippe und die Sägebandabdeckung innenseitig bereits lackiert, die Wahl fiel, wie bereits im Vorwort erwähnt auf Tannengrün RAL 6009 matt/glänzend.
Maschinenständer von vorn nach erfolgter Lackierung, die Flächen wurden mit der kurz geschorenen Fellwalze und die Ecken mit dem Heizkörperpinsel lackiert.
So frisch sieht der Lack zu glänzend aus und auch relativ uneben, doch das wird besser.
Maschinenständer von vorn nach erfolgter Lackierung, die Flächen wurden mit der kurz geschorenen Fellwalze und die Ecken mit dem Heizkörperpinsel lackiert.
So frisch sieht der Lack zu glänzend aus und auch relativ uneben, doch das wird besser.
Natürlich wurde auch die Innenseite des Maschinenständers so vorbereitet, Wellenstumpf der unteren Radaufnahme und Scharnierzapfen sind natürlich abgeklebt.
Natürlich wurde auch die Innenseite des Maschinenständers so vorbereitet, Wellenstumpf der unteren Radaufnahme und Scharnierzapfen sind natürlich abgeklebt.
Auch die Türen wurden so vorbereitet.
Auch die Türen wurden so vorbereitet.
Dort wo bereits Blech durch den angeschliffenen Altlack schaute wurde zunächst vorgrundiert.
Dort wo bereits Blech durch den angeschliffenen Altlack schaute wurde zunächst vorgrundiert.
Die Maschine ist fertig geschliffen.
Die Maschine ist fertig geschliffen.
Die Maschine in der Draufsicht von hinten, in diesem Zustand schön zu sehen die stabile Konstruktion, obere Quertraverse schaut links aus dem Radkasten, geschossenes senkrechtes, sehr breites und im Inneren mehrfach gekantetes Profil, ist eins mit der oberen Quertraverse. Die links unten angeordnete senkrechte Maschinentischabstützung besteht aus dickwandigem Kastenrohr mit einem Deckel aus 10mm Stahlblech. Zwischen den senkrechten Profilen befindet sich ein doppelwandiges Blechteil welches innen und außen komplett mit den angrenzenden Profilen verschweißt ist, im oberen Bereich dieses teils befindet sich der Wellenzapfen fürs untere Bandsägerad und der Drehpunkt der Motorwippe über die auch der Keilriemen gespannt wird. Der gesamte Maschinenrumpf wiegt in diesem Zustand gut 100kg.
Eine Anfangs evtl. angedachte teilweise Verfüllung mit Eisenkies, Vogelsand oder Frischboten wurde mir von Kollegen ausgeredet.
Die Maschine in der Draufsicht von hinten, in diesem Zustand schön zu sehen die stabile Konstruktion, obere Quertraverse schaut links aus dem Radkasten, geschossenes senkrechtes, sehr breites und im Inneren mehrfach gekantetes Profil, ist eins mit der oberen Quertraverse. Die links unten angeordnete senkrechte Maschinentischabstützung besteht aus dickwandigem Kastenrohr mit einem Deckel aus 10mm Stahlblech. Zwischen den senkrechten Profilen befindet sich ein doppelwandiges Blechteil welches innen und außen komplett mit den angrenzenden Profilen verschweißt ist, im oberen Bereich dieses teils befindet sich der Wellenzapfen fürs untere Bandsägerad und der Drehpunkt der Motorwippe über die auch der Keilriemen gespannt wird. Der gesamte Maschinenrumpf wiegt in diesem Zustand gut 100kg.
Eine Anfangs evtl. angedachte teilweise Verfüllung mit Eisenkies, Vogelsand oder Frischboten wurde mir von Kollegen ausgeredet.
Die großen Flächen der komplett zerlegten Bandsäge ließen sich sehr gut mit dem Schwingschleifer/Sander Metabo SRE 4351 Turbotec anschleifen, hierzu kam gelochtes Klett-Schleifpapier (rot Metabo professional) zum Einsatz, die Maschine bietet auch die Möglichkeit preiswertes Rollen oder Bogen Schleifpapier ein zu klemmen, Metabo bietet zur besseren Absaugung hierfür eine Lochstanze.
Die großen Flächen der komplett zerlegten Bandsäge ließen sich sehr gut mit dem Schwingschleifer/Sander Metabo SRE 4351 Turbotec anschleifen, hierzu kam gelochtes Klett-Schleifpapier (rot Metabo professional) zum Einsatz, die Maschine bietet auch die Möglichkeit preiswertes Rollen oder Bogen Schleifpapier ein zu klemmen, Metabo bietet zur besseren Absaugung hierfür eine Lochstanze.
Kapitel 8: Der Zusammenbau
Hier eine Detailaufnahme der o.g. Höhenverstellung mit Aufnahme für Handrad, Gußdeckel und gezahnte Welle. Die leichte "Apfelsinen-Struktur" des tannengrünen Lackes kommt ganz gut rüber mit den blanken und silberfarbenen Metallteilen dazwischen, ein Wenig "Magnum-Style" ist durchaus gewollt...verhindert er doch evtl. allzu heftige Proteste aus Nürtingen...
Hier eine Detailaufnahme der o.g. Höhenverstellung mit Aufnahme für Handrad, Gußdeckel und gezahnte Welle. Die leichte "Apfelsinen-Struktur" des tannengrünen Lackes kommt ganz gut rüber mit den blanken und silberfarbenen Metallteilen dazwischen, ein Wenig "Magnum-Style" ist durchaus gewollt...verhindert er doch evtl. allzu heftige Proteste aus Nürtingen...
Auch der Alu-Motor wurde teilweise zerlegt und bekam einen Anstrich aus Hammerschlag Silber, allerdings wurde dieser Drehstrommotor mit 1,1KW später durch einen 2,2KW Antrieb aus Grauguß ersetzt. Hierzu musste die auf dem Bild ebenfalls zu sehende Motorwippe größer werden, es wurde eine komplett neue gebaut.
Der Drehpunkt der Motorwippe links neben dem Motor musste für den neuen längeren Motor und das größere Blech der Motorwippe, auch verlängert werden.
Auch der Alu-Motor wurde teilweise zerlegt und bekam einen Anstrich aus Hammerschlag Silber, allerdings wurde dieser Drehstrommotor mit 1,1KW später durch einen 2,2KW Antrieb aus Grauguß ersetzt. Hierzu musste die auf dem Bild ebenfalls zu sehende Motorwippe größer werden, es wurde eine komplett neue gebaut.
Der Drehpunkt der Motorwippe links neben dem Motor musste für den neuen längeren Motor und das größere Blech der Motorwippe, auch verlängert werden.
Die Verstellung des Bandschutzes wird montiert, Wellenabschnitt mit Zahnrad greift in die Zahnung der 20mm Vollwelle, die Zahnradwelle wird zentriert von einer aufgeschraubten Graugußscheibe.
Die Verstellung des Bandschutzes wird montiert, Wellenabschnitt mit Zahnrad greift in die Zahnung der 20mm Vollwelle, die Zahnradwelle wird zentriert von einer aufgeschraubten Graugußscheibe.
Die Gußräder (400mm Durchmesser) der Maschine befinden sich da wo sie hin gehören.
Die Gußräder (400mm Durchmesser) der Maschine befinden sich da wo sie hin gehören.
Die Aufnahme und Verstelleinrichtung fürs obere Bandsägerad, gut zu sehen die einzige Befestigung der Einheit mittels quer durchreichendem Bolzen, der an beiden Ende über Gewinde verfügt und so mittels Hutmuttern befestigt wurde, dieser Bolzen bildet auch den Drehpunkt der Einheit mit dessen Anpassung der Bandlauf eingestellt werden kann.
Die Aufnahme und Verstelleinrichtung fürs obere Bandsägerad, gut zu sehen die einzige Befestigung der Einheit mittels quer durchreichendem Bolzen, der an beiden Ende über Gewinde verfügt und so mittels Hutmuttern befestigt wurde, dieser Bolzen bildet auch den Drehpunkt der Einheit mit dessen Anpassung der Bandlauf eingestellt werden kann.
Hier die bereits montierte Maschinentischaufnahme mit fein geschliffenen Gleitflächen, an dieser Stelle fanden die alten Stahlschrauben mit Sechskantkopf Verwendung, ich hatte sie wohl bei der Schraubenbestellung übersehen.
Hier die bereits montierte Maschinentischaufnahme mit fein geschliffenen Gleitflächen, an dieser Stelle fanden die alten Stahlschrauben mit Sechskantkopf Verwendung, ich hatte sie wohl bei der Schraubenbestellung übersehen.
Kapitel 9: Sonderteil Fahreinrichtung
Janik heftete mir auch die gedrehten Ringe aus ST60 an die 12mm Rundstäbe, die es noch an zu passen galt.
Janik heftete mir auch die gedrehten Ringe aus ST60 an die 12mm Rundstäbe, die es noch an zu passen galt.
Sicht auf die nach unten zeigende Oberseite.
Sicht auf die nach unten zeigende Oberseite.
Noch deutlicher im Detail die Gewindebohrungen, die mit einem Maschinen-Gewindebohrer bei 60 U/min auf der Genko angefertigt wurden, jeweils in einem Zug mit reichlich Schneidöl. Sauber verschliffene Gehrungen.
Noch deutlicher im Detail die Gewindebohrungen, die mit einem Maschinen-Gewindebohrer bei 60 U/min auf der Genko angefertigt wurden, jeweils in einem Zug mit reichlich Schneidöl. Sauber verschliffene Gehrungen.
Die fertig geschweißte Fahreinrichtung nach dem Auftrag der Grundierung, gut zu sehen die Dreiecke, die Achsstummel und die Gewindebohrungen M14 in denen zur besseren Trocknung vorübergehend Schrauben eingeschraubt wurden auf deren Köpfen die Einrichtung liegt.
Die fertig geschweißte Fahreinrichtung nach dem Auftrag der Grundierung, gut zu sehen die Dreiecke, die Achsstummel und die Gewindebohrungen M14 in denen zur besseren Trocknung vorübergehend Schrauben eingeschraubt wurden auf deren Köpfen die Einrichtung liegt.
Hier beim Nachmessen.
Hier beim Nachmessen.
Den 21mm Bohrer mit MK2 Schaft nimmt die Genko direkt in der Bohrspindel mit MK2 auf. 21mm wurden für die Maschine als max. Dauerbohrleistung angegeben, allerdings sind die Reserven an Kraft und der massiven Bauart so groß das ihr das relativ leicht fällt und auch als Anwender hat man nicht das Gefühl am "Limit" zu bohren.
Den 21mm Bohrer mit MK2 Schaft nimmt die Genko direkt in der Bohrspindel mit MK2 auf. 21mm wurden für die Maschine als max. Dauerbohrleistung angegeben, allerdings sind die Reserven an Kraft und der massiven Bauart so groß das ihr das relativ leicht fällt und auch als Anwender hat man nicht das Gefühl am "Limit" zu bohren.
Eine von 4 Durchgangsbohrungen mit 21mm Durchmesser, in die die Rundstahlabschnitte eingeschweißt werden.
Eine von 4 Durchgangsbohrungen mit 21mm Durchmesser, in die die Rundstahlabschnitte eingeschweißt werden.
Hier Janik mit der teilfertigen Fahreinrichtung, auf der ebenen Auflage der Tischbohrmaschine wird immer wieder überprüft, angehalten aber auch gebohrt.
Hier Janik mit der teilfertigen Fahreinrichtung, auf der ebenen Auflage der Tischbohrmaschine wird immer wieder überprüft, angehalten aber auch gebohrt.
Janik der Forumskollege von Werkzeug-News, übernahm an einem Samstag im Frühjahr die Schweißarbeiten an der Fahreinrichtung, er reiste mit seinem kompletten mobilen Schweißequipment an, dazu gehörte neben dem Schweißtrafo auch ein klappbares Eisentischchen mit Gitterrostauflage, ein Schweißschirm und ein Einhandwinkelschleifer.
Die Schweißerei ging sehr zügig und sauber von statten, denn dank dem Schweißplatz draußen wurde die Holzwerkstatt von Schweißperlen verschont.
Janik der Forumskollege von Werkzeug-News, übernahm an einem Samstag im Frühjahr die Schweißarbeiten an der Fahreinrichtung, er reiste mit seinem kompletten mobilen Schweißequipment an, dazu gehörte neben dem Schweißtrafo auch ein klappbares Eisentischchen mit Gitterrostauflage, ein Schweißschirm und ein Einhandwinkelschleifer.
Die Schweißerei ging sehr zügig und sauber von statten, denn dank dem Schweißplatz draußen wurde die Holzwerkstatt von Schweißperlen verschont.
Alle 4 Wicke Bockrollen mit weiteren, passend konfektionierten Stahlteilen, der Bau der Fahreinrichtung kann beginnen. Wie bei vielen Bandsägen üblich ist weniger eine Fahr- den eine Verschiebeeinheit geplant, die Situation in der Werkstatt verlangt nur das Verschieben in einer geraden Linie vom Ruheort zum Einsatzort ist es auch nur 1 Meter.
Die Inbusschrauben M12 werden zusammen mit den quadratischen 40x40x10mm Flachstahlabschnitten, in das Kastenrohr eingeschweißt, die Schraubenschäfte dienen als Achsstummel für die Räder, die Flachstahlstücke werden passend durchbohrt, zusammen mit der Wandung des Kastenrohres und verstärken dieses.
Außerdem sind noch 4 Dreiecke aus 10mm starkem Flachstahl zu sehen, sie sollen als Auflagepunkte für die Maschine dienen, die 60mm langen 20mm Rundstähle werden hochkant oben und unten mit der Kastenrohrwandung verschweißt. Anschliessend sollen sie senkrecht durchbohrt werden und ein M14er Innengewinde erhalten zur Aufnahme der Maschinenfüße.
Alle 4 Wicke Bockrollen mit weiteren, passend konfektionierten Stahlteilen, der Bau der Fahreinrichtung kann beginnen. Wie bei vielen Bandsägen üblich ist weniger eine Fahr- den eine Verschiebeeinheit geplant, die Situation in der Werkstatt verlangt nur das Verschieben in einer geraden Linie vom Ruheort zum Einsatzort ist es auch nur 1 Meter.
Die Inbusschrauben M12 werden zusammen mit den quadratischen 40x40x10mm Flachstahlabschnitten, in das Kastenrohr eingeschweißt, die Schraubenschäfte dienen als Achsstummel für die Räder, die Flachstahlstücke werden passend durchbohrt, zusammen mit der Wandung des Kastenrohres und verstärken dieses.
Außerdem sind noch 4 Dreiecke aus 10mm starkem Flachstahl zu sehen, sie sollen als Auflagepunkte für die Maschine dienen, die 60mm langen 20mm Rundstähle werden hochkant oben und unten mit der Kastenrohrwandung verschweißt. Anschliessend sollen sie senkrecht durchbohrt werden und ein M14er Innengewinde erhalten zur Aufnahme der Maschinenfüße.
Vier höhenverstellbare Maschinenfüße aus Edelstahl mit M14 Gewinde und gummierter Standfläche, dazu Sterngriffe mit M14 Innengewinde, diese werden nach dem Einbau mit 6-Kantmuttern gekontert.
Vier höhenverstellbare Maschinenfüße aus Edelstahl mit M14 Gewinde und gummierter Standfläche, dazu Sterngriffe mit M14 Innengewinde, diese werden nach dem Einbau mit 6-Kantmuttern gekontert.
Gebraucht werden nur die Räder der Wicke Bockrollen, 250kg kann jede Rolle tragen, das ist zwar deutlich überdimensioniert, aber das dürfte langfristig kein Schaden sein.
Gebraucht werden nur die Räder der Wicke Bockrollen, 250kg kann jede Rolle tragen, das ist zwar deutlich überdimensioniert, aber das dürfte langfristig kein Schaden sein.
Kapitel 10: Aufstellen
Auch die Handräder und Sterngriffe wurden montiert, fast alle diese Teile konnten erneuert werden, zum Einsatz kamen wie ich meine sehr schöne Exemplare der Firma "Ganter-Griff", die bei geringem Aufpreis auch an privat liefert und dies auch noch zeitnah, kann ich nur empfehlen. Bei den beiden Handrädern mit 100mm Durchmesser handelt es sich um die Qualität: Gestrahlt mit poliertem Kranz. Die Sterngriffe wurden poliert geordert. Die Handräder entsprechen in Form und Größe den alten Handrädern, also typisch 80iger Jahre. Natürlich gibt es auch div. Speichen-Handräder aus Grauguß oder Edelstahl mit poliertem Kranz und Ballengriff, aber das wäre zu sehr "Schau" gewesen, die sollten den reinen Gußmaschinen vorbehalten bleiben, also eher bis in die 60iger Jahre.
Auch die Handräder und Sterngriffe wurden montiert, fast alle diese Teile konnten erneuert werden, zum Einsatz kamen wie ich meine sehr schöne Exemplare der Firma "Ganter-Griff", die bei geringem Aufpreis auch an privat liefert und dies auch noch zeitnah, kann ich nur empfehlen. Bei den beiden Handrädern mit 100mm Durchmesser handelt es sich um die Qualität: Gestrahlt mit poliertem Kranz. Die Sterngriffe wurden poliert geordert. Die Handräder entsprechen in Form und Größe den alten Handrädern, also typisch 80iger Jahre. Natürlich gibt es auch div. Speichen-Handräder aus Grauguß oder Edelstahl mit poliertem Kranz und Ballengriff, aber das wäre zu sehr "Schau" gewesen, die sollten den reinen Gußmaschinen vorbehalten bleiben, also eher bis in die 60iger Jahre.
Detailaufnahme die die Funktionen erläutert, Befestigungsschraube mit Hutmutter, Maschinenfuß mittels Sterngriff höhenverstellbar und Rad.
Detailaufnahme die die Funktionen erläutert, Befestigungsschraube mit Hutmutter, Maschinenfuß mittels Sterngriff höhenverstellbar und Rad.
Die Bandsäge ist nun verschiebbar.
Die Bandsäge ist nun verschiebbar.
Nach dem Anheben der Maschine können nun die übertragenen Markierungen mit Bohrungen versehen werden, an denen die Maschine mit der Fahreinrichtung verbunden wird.
Nach dem Anheben der Maschine können nun die übertragenen Markierungen mit Bohrungen versehen werden, an denen die Maschine mit der Fahreinrichtung verbunden wird.
Nach dem Anheben der Maschine können nun die übertragenen Markierungen mit Bohrungen versehen werden, an denen die Maschine mit der Fahreinrichtung verbunden wird.
Nach dem Anheben der Maschine können nun die übertragenen Markierungen mit Bohrungen versehen werden, an denen die Maschine mit der Fahreinrichtung verbunden wird.
Die gesamte einfache aber wirkungsvolle Hebevorrichtung in der Übersicht, Augenmutter an Betonanker als Gegenzug, Greifzug mit Stahlseil welches an der Umlenkrolle seine Richtung ändert und die Befestigung an der Maschine mittels Spanngurt.
Die Vorrichtungen hatte ich vor einigen Jahren angebracht um die Tischbohrmaschine auf ihr Untergestell/Fahreinrichtung zu heben.
Die gesamte einfache aber wirkungsvolle Hebevorrichtung in der Übersicht, Augenmutter an Betonanker als Gegenzug, Greifzug mit Stahlseil welches an der Umlenkrolle seine Richtung ändert und die Befestigung an der Maschine mittels Spanngurt.
Die Vorrichtungen hatte ich vor einigen Jahren angebracht um die Tischbohrmaschine auf ihr Untergestell/Fahreinrichtung zu heben.
Hier die Eigenkonstruktion aus Winkelstahl-Profilabschnitten, M12er Steckachse und 4 St. M10er Betonkeilanker, außerdem ein Kunststoffröllchen damit das 6mm Stahlseil des Greifzuges nicht knickt.
Hier die Eigenkonstruktion aus Winkelstahl-Profilabschnitten, M12er Steckachse und 4 St. M10er Betonkeilanker, außerdem ein Kunststoffröllchen damit das 6mm Stahlseil des Greifzuges nicht knickt.
Der Jockey Greifzug aus den 80iger Jahren hebt 500kg, zieht aber auch Fahrzeuge aus Schlamm oder Schnee.
Der Jockey Greifzug aus den 80iger Jahren hebt 500kg, zieht aber auch Fahrzeuge aus Schlamm oder Schnee.
Die Maschine wird mittels Greifzug und der bewährten Deckenaufnahme mit Umlenkrolle in die Fahreinrichtung gehoben, dort werden die Befestigungspunkte vom Maschinenfuß auf die Dreiecke der Fahreinrichtung übertragen.
Die Maschine wird mittels Greifzug und der bewährten Deckenaufnahme mit Umlenkrolle in die Fahreinrichtung gehoben, dort werden die Befestigungspunkte vom Maschinenfuß auf die Dreiecke der Fahreinrichtung übertragen.
Die fertige Fahreinrichtung "liegt sehr tief".
Die fertige Fahreinrichtung "liegt sehr tief".
Kapitel 11: Inbetriebnahme
Bandsäge von schräg vorne mit Fahreinrichtung in Maschinenfarbe und einigen Details die bereits beschrieben wurden.
Bandsäge von schräg vorne mit Fahreinrichtung in Maschinenfarbe und einigen Details die bereits beschrieben wurden.
Die Bandsäge von schräg hinten mit montiertem Parallelanschlag.
Die Bandsäge von schräg hinten mit montiertem Parallelanschlag.
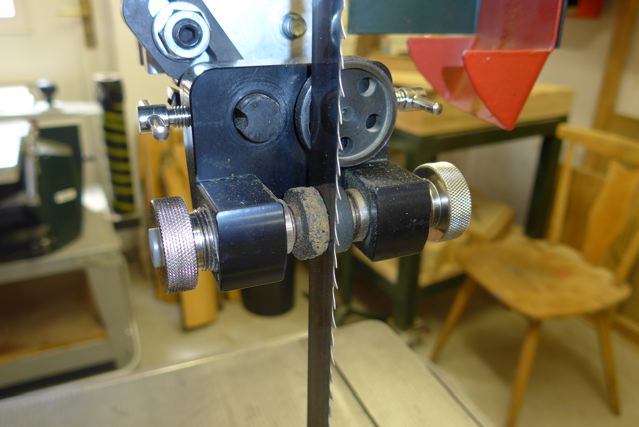
Hier noch einmal im Detail die verschiedenen Knäufe und Handräder zur Einstellung der Maschine und des Bandlaufes.
Links der Sterngriff fixiert die gezahnte Welle des höhenverstellbaren Sägebandabdeckung, rechts daneben das 100mm Handrad greift mittels Zahnrad in die Welle und übernimmt die Höhenverstellung, das Sägeband wird immer bis kurz überm Werkstück verdeckt.
Rechts unterm Oberradkasten das Handrad zur Bandspannung, etwas darüber die Sterngriffschraube übernimmt die Neigung des Oberrades, die große Flügelmutter kontert die Sterngriffschraube und hält die Einstellung.
Hier noch einmal im Detail die verschiedenen Knäufe und Handräder zur Einstellung der Maschine und des Bandlaufes.
Links der Sterngriff fixiert die gezahnte Welle des höhenverstellbaren Sägebandabdeckung, rechts daneben das 100mm Handrad greift mittels Zahnrad in die Welle und übernimmt die Höhenverstellung, das Sägeband wird immer bis kurz überm Werkstück verdeckt.
Rechts unterm Oberradkasten das Handrad zur Bandspannung, etwas darüber die Sterngriffschraube übernimmt die Neigung des Oberrades, die große Flügelmutter kontert die Sterngriffschraube und hält die Einstellung.
Hier im Blick der Drehpunkt der Motorwippe mit passend gedrehter Verlängerung aus 18mm Edelstahlwelle. Für die Motorbefestigung konnten leider nur normale Edelstahl-Sechskantmuttern verwendet werden, für die Hutmuttern gab es zu wenig Platz.
Hier im Blick der Drehpunkt der Motorwippe mit passend gedrehter Verlängerung aus 18mm Edelstahlwelle. Für die Motorbefestigung konnten leider nur normale Edelstahl-Sechskantmuttern verwendet werden, für die Hutmuttern gab es zu wenig Platz.
Der Motor nach dem Einbau in die Maschine, gut zu sehen die Inbusschraube die die Motorwippe nach oben hebt und damit den Keilriemen spannt.
Die Drehrichtung hatte ich mir im Vorfeld mit einem Filzstift markiert.
Der Motor nach dem Einbau in die Maschine, gut zu sehen die Inbusschraube die die Motorwippe nach oben hebt und damit den Keilriemen spannt.
Die Drehrichtung hatte ich mir im Vorfeld mit einem Filzstift markiert.
Obgleich ich noch keinen Absauganschluß montiert hatte und auch noch kein vergrößertes Anschlagbrett angefertigt hatte, mußte ich nach der Adaption des Motors einen ersten Sägeversuch unternehmen. Das Kiefernbrettchen ist 24cm breit, davon sollten 4mm "Starkfurnier" heruntergesägt werden, die Leichtigkeit und Präzision mit der die Maschine das erledigte sind die Mühen wert.
Obgleich ich noch keinen Absauganschluß montiert hatte und auch noch kein vergrößertes Anschlagbrett angefertigt hatte, mußte ich nach der Adaption des Motors einen ersten Sägeversuch unternehmen. Das Kiefernbrettchen ist 24cm breit, davon sollten 4mm "Starkfurnier" heruntergesägt werden, die Leichtigkeit und Präzision mit der die Maschine das erledigte sind die Mühen wert.
Der wenig gebrauchte, neu lackierte Graugußmotor mit 2,2 KW und 2970 U/min, diese Daten erlaubten die Anpassung der Bandgeschwindigkeit auf Profiniveau.
Der Anschluß ist der gleiche wie beim alten Alumotor, auch die Rücksprache mit einer Elektrofachkraft bestätigte dies.
Der wenig gebrauchte, neu lackierte Graugußmotor mit 2,2 KW und 2970 U/min, diese Daten erlaubten die Anpassung der Bandgeschwindigkeit auf Profiniveau.
Der Anschluß ist der gleiche wie beim alten Alumotor, auch die Rücksprache mit einer Elektrofachkraft bestätigte dies.
Ein schräger Blick auf der Oberteil der Bandsäge zeigt weitere Details, unterm Oberradkasten das Handrad für die Anpassung der Bandspannung, die stählernen Haltebügel des höhenverstellbaren Sägeblattschutzes, die im Bereich der Verbindung zum Abdeckblech per Feile abgeflacht und am Ende gerundet wurden, sie erhielten im Bereich der Hutmuttern sichelförmige Einkerbungen mit der Halbrundfeile.
Das untere Ende der Sägeblattabdeckung wurde rot lackiert und etwas eingekürzt.
Ein schräger Blick auf der Oberteil der Bandsäge zeigt weitere Details, unterm Oberradkasten das Handrad für die Anpassung der Bandspannung, die stählernen Haltebügel des höhenverstellbaren Sägeblattschutzes, die im Bereich der Verbindung zum Abdeckblech per Feile abgeflacht und am Ende gerundet wurden, sie erhielten im Bereich der Hutmuttern sichelförmige Einkerbungen mit der Halbrundfeile.
Das untere Ende der Sägeblattabdeckung wurde rot lackiert und etwas eingekürzt.
Das neue Datenschild auf Alublech, warum als Typenbezeichnung "724" angegeben wird erschließt sich mir nicht, ich habe das vom alten Datenschild übernommen, es ist eine 400er Bandsäge. Vermutlich eine interne Nummer des damaligen Herstellers Schleicher. Falls jemand Infos hierzu hat, würde mich das interessieren, danke.
Das neue Datenschild auf Alublech, warum als Typenbezeichnung "724" angegeben wird erschließt sich mir nicht, ich habe das vom alten Datenschild übernommen, es ist eine 400er Bandsäge. Vermutlich eine interne Nummer des damaligen Herstellers Schleicher. Falls jemand Infos hierzu hat, würde mich das interessieren, danke.
Einfach nur ein Aufkleber auf die Tür zu kleben erschien mir zu einfach, als Träger habe ich wieder 2mm Alublech verwendet, das mit der mittlerweilen bekannten Monidur-Paste aufbereitet wurde. Als Befestigung dienen 4 Stück Zylinderkopf-Inbusschrauben M6 in Edelstahl.
Einfach nur ein Aufkleber auf die Tür zu kleben erschien mir zu einfach, als Träger habe ich wieder 2mm Alublech verwendet, das mit der mittlerweilen bekannten Monidur-Paste aufbereitet wurde. Als Befestigung dienen 4 Stück Zylinderkopf-Inbusschrauben M6 in Edelstahl.
Kapitel 12: Zusatzausstattung
Dem aufmerksamen Beobachter fällt der ebenfalls neue und größere Knauf der Oberradneigung auf, gleiches Modell wie vorne an der Klemmung des Parallelanschlages, außerdem eine neue Rändelschraube zur Arretierung der Schwenkung der Sägebandabdeckung über der 2-teiligen Halteschelle.
Auch die neuen Klemmungen und Befestigungen wurden zuverlässig und schnell per Online-Bestellung von der Firma Ganter-Griff geliefert.
Dem aufmerksamen Beobachter fällt der ebenfalls neue und größere Knauf der Oberradneigung auf, gleiches Modell wie vorne an der Klemmung des Parallelanschlages, außerdem eine neue Rändelschraube zur Arretierung der Schwenkung der Sägebandabdeckung über der 2-teiligen Halteschelle.
Auch die neuen Klemmungen und Befestigungen wurden zuverlässig und schnell per Online-Bestellung von der Firma Ganter-Griff geliefert.
Der Anschlag samt dem hohen Zusatzanschlag erhielt weitere Verbesserungen, der Gußanschlag wird vorne am Querprofil jetzt mittels 61mm großem Edelstahlknauf mit M10 Gewinde geklemmt, dieser schöne Knauf liegt einfach besser in der Hand als scharfkantiger Kunststoff.
Auch die Inbus-Halteschrauben des verschiebbaren Multiplex-Anschlages wurden durch griffgünstige 40mm Edelstahlknäufe mit M8 Gewinde ersetzt, eine Werkzeug-lose Montage stand hier im Vordergrund.
Der Anschlag samt dem hohen Zusatzanschlag erhielt weitere Verbesserungen, der Gußanschlag wird vorne am Querprofil jetzt mittels 61mm großem Edelstahlknauf mit M10 Gewinde geklemmt, dieser schöne Knauf liegt einfach besser in der Hand als scharfkantiger Kunststoff.
Auch die Inbus-Halteschrauben des verschiebbaren Multiplex-Anschlages wurden durch griffgünstige 40mm Edelstahlknäufe mit M8 Gewinde ersetzt, eine Werkzeug-lose Montage stand hier im Vordergrund.
Die Gesamtansicht der fertig überholten Maschine, mit montierten Tischvergrößerungen nach hinten und zur Seite, mit großem Auftrennanschlag und Fahreinrichtung.
In den nächsten Wochen und Monaten muß die 400er Schleicher-Compactool zeigen was sie kann, umfangreiche Arbeiten bez. Auftrennen und Herstellen von Schubladen-Seiten sind geplant. Die bisherigen Sägetests u.a. in 230mm Eiche waren sehr vielversprechend, neue Hema Bänder sind ebenfalls angekommen.
Ich freue mich auf die Arbeiten mit der selbst überholten Bandsäge.
Neue Bandführungen wird es aller Voraussicht nach auf der Holz&Handwerk geben.
Die Gesamtansicht der fertig überholten Maschine, mit montierten Tischvergrößerungen nach hinten und zur Seite, mit großem Auftrennanschlag und Fahreinrichtung.
In den nächsten Wochen und Monaten muß die 400er Schleicher-Compactool zeigen was sie kann, umfangreiche Arbeiten bez. Auftrennen und Herstellen von Schubladen-Seiten sind geplant. Die bisherigen Sägetests u.a. in 230mm Eiche waren sehr vielversprechend, neue Hema Bänder sind ebenfalls angekommen.
Ich freue mich auf die Arbeiten mit der selbst überholten Bandsäge.
Neue Bandführungen wird es aller Voraussicht nach auf der Holz&Handwerk geben.
Vor und hinter dem Maschinentisch je 1100mm Verlängerung sind montiert, da habe ich einen 17cm starken Astabschnitt aus steinhartem Rotdornholz der Länge nach aufgetrennt. Im Spätherbst abgesägt zeigte der Astabschnitt noch große Feuchte und beginnt nun trotz Halbierung zu reißen. Dennoch ein schöner Test.
Vor und hinter dem Maschinentisch je 1100mm Verlängerung sind montiert, da habe ich einen 17cm starken Astabschnitt aus steinhartem Rotdornholz der Länge nach aufgetrennt. Im Spätherbst abgesägt zeigte der Astabschnitt noch große Feuchte und beginnt nun trotz Halbierung zu reißen. Dennoch ein schöner Test.
Weil lange Werkstücke zunächst auch nach vorne überstehen, das vorne montierte Anschlag-Halte-Profil eine direkte Adaption von Tischverlängerungen nicht zulässt,
habe ich einen einfachen Adapter aus Multiplex gefertigt, an den das Tischanschlußprofil zur Verlängerung angebracht werden kann.
Weil lange Werkstücke zunächst auch nach vorne überstehen, das vorne montierte Anschlag-Halte-Profil eine direkte Adaption von Tischverlängerungen nicht zulässt,
habe ich einen einfachen Adapter aus Multiplex gefertigt, an den das Tischanschlußprofil zur Verlängerung angebracht werden kann.
Sicherheit wird natürlich groß geschrieben, deshalb habe ich mich entschlossen an der neuen/alten Bandsäge entsprechende Druck und Schiebehölzer mit den Sicherheitsgriffen der Firma Aigner aus zu rüsten. Ein weiches Nadelholz wird von Aigner empfohlen.
Sicherheit wird natürlich groß geschrieben, deshalb habe ich mich entschlossen an der neuen/alten Bandsäge entsprechende Druck und Schiebehölzer mit den Sicherheitsgriffen der Firma Aigner aus zu rüsten. Ein weiches Nadelholz wird von Aigner empfohlen.
Die Tischverlängerung hinten am Maschinentisch der Bandsäge und den Rückschlagschutz der eigentlich zum Einsetzfräsen gedacht ist als Schnittlängenbegrenzer für eine kleine Mehrfach Haltevorrichtung. Das Paket aus 2 St. 30mm Multiplex Birke wird einige Male auf vorher bestimmte Abstände eingesägt.
An den Schnittenden werden mit passenden Topfbohrern Löcher gebohrt, so fallen einige MPX Stücke heraus, so entsteht in kurzer Zeit eine Aufnahme fürs neue und alte Zubehör.
Oben unterm langen Holzregal liegen die Rückschlagschutzhölzer zum Einsetzfräsen, darunter das lange Schiebetisch-Führungsprofil zur Tischfräse, darunter die beiden Aigner System-Tischvergrößerungen, darunter der hohen Anschlag zur Bandsäge und ganz unten auf dem Rücken liegend der kleine Schiebetisch zur Tischfräse aus der Metabo-Magnum Serie.
Die Tischverlängerung hinten am Maschinentisch der Bandsäge und den Rückschlagschutz der eigentlich zum Einsetzfräsen gedacht ist als Schnittlängenbegrenzer für eine kleine Mehrfach Haltevorrichtung. Das Paket aus 2 St. 30mm Multiplex Birke wird einige Male auf vorher bestimmte Abstände eingesägt.
An den Schnittenden werden mit passenden Topfbohrern Löcher gebohrt, so fallen einige MPX Stücke heraus, so entsteht in kurzer Zeit eine Aufnahme fürs neue und alte Zubehör.
Oben unterm langen Holzregal liegen die Rückschlagschutzhölzer zum Einsetzfräsen, darunter das lange Schiebetisch-Führungsprofil zur Tischfräse, darunter die beiden Aigner System-Tischvergrößerungen, darunter der hohen Anschlag zur Bandsäge und ganz unten auf dem Rücken liegend der kleine Schiebetisch zur Tischfräse aus der Metabo-Magnum Serie.
Die Tischverlängerung hinten am Maschinentisch der Bandsäge und den Rückschlagschutz der eigentlich zum Einsetzfräsen gedacht ist als Schnittlängenbegrenzer für eine kleine Mehrfach Haltevorrichtung. Das Paket aus 2 St. 30mm Multiplex Birke wird einige Male auf vorher bestimmte Abstände eingesägt.
An den Schnittenden werden mit passenden Topfbohrern Löcher gebohrt, so fallen einige MPX Stücke heraus, so entsteht in kurzer Zeit eine Aufnahme fürs neue und alte Zubehör.
Oben unterm langen Holzregal liegen die Rückschlagschutzhölzer zum Einsetzfräsen, darunter das lange Schiebetisch-Führungsprofil zur Tischfräse, darunter die beiden Aigner System-Tischvergrößerungen, darunter der hohen Anschlag zur Bandsäge und ganz unten auf dem Rücken liegend der kleine Schiebetisch zur Tischfräse aus der Metabo-Magnum Serie.
Die Tischverlängerung hinten am Maschinentisch der Bandsäge und den Rückschlagschutz der eigentlich zum Einsetzfräsen gedacht ist als Schnittlängenbegrenzer für eine kleine Mehrfach Haltevorrichtung. Das Paket aus 2 St. 30mm Multiplex Birke wird einige Male auf vorher bestimmte Abstände eingesägt.
An den Schnittenden werden mit passenden Topfbohrern Löcher gebohrt, so fallen einige MPX Stücke heraus, so entsteht in kurzer Zeit eine Aufnahme fürs neue und alte Zubehör.
Oben unterm langen Holzregal liegen die Rückschlagschutzhölzer zum Einsetzfräsen, darunter das lange Schiebetisch-Führungsprofil zur Tischfräse, darunter die beiden Aigner System-Tischvergrößerungen, darunter der hohen Anschlag zur Bandsäge und ganz unten auf dem Rücken liegend der kleine Schiebetisch zur Tischfräse aus der Metabo-Magnum Serie.
Die Tischverlängerung hinten am Maschinentisch der Bandsäge und den Rückschlagschutz der eigentlich zum Einsetzfräsen gedacht ist als Schnittlängenbegrenzer für eine kleine Mehrfach Haltevorrichtung. Das Paket aus 2 St. 30mm Multiplex Birke wird einige Male auf vorher bestimmte Abstände eingesägt.
An den Schnittenden werden mit passenden Topfbohrern Löcher gebohrt, so fallen einige MPX Stücke heraus, so entsteht in kurzer Zeit eine Aufnahme fürs neue und alte Zubehör.
Oben unterm langen Holzregal liegen die Rückschlagschutzhölzer zum Einsetzfräsen, darunter das lange Schiebetisch-Führungsprofil zur Tischfräse, darunter die beiden Aigner System-Tischvergrößerungen, darunter der hohen Anschlag zur Bandsäge und ganz unten auf dem Rücken liegend der kleine Schiebetisch zur Tischfräse aus der Metabo-Magnum Serie.
Die Tischverlängerung hinten am Maschinentisch der Bandsäge und den Rückschlagschutz der eigentlich zum Einsetzfräsen gedacht ist als Schnittlängenbegrenzer für eine kleine Mehrfach Haltevorrichtung. Das Paket aus 2 St. 30mm Multiplex Birke wird einige Male auf vorher bestimmte Abstände eingesägt.
An den Schnittenden werden mit passenden Topfbohrern Löcher gebohrt, so fallen einige MPX Stücke heraus, so entsteht in kurzer Zeit eine Aufnahme fürs neue und alte Zubehör.
Oben unterm langen Holzregal liegen die Rückschlagschutzhölzer zum Einsetzfräsen, darunter das lange Schiebetisch-Führungsprofil zur Tischfräse, darunter die beiden Aigner System-Tischvergrößerungen, darunter der hohen Anschlag zur Bandsäge und ganz unten auf dem Rücken liegend der kleine Schiebetisch zur Tischfräse aus der Metabo-Magnum Serie.
Die genutete Anschlagschiene bekam nun endlich ihre Maßeinteilung, da der Parallelschlag hauptsächlich links vom Sägeband eingesetzt wird, und Ablesepunkt nicht mit Sägebandposition übereinstimmt, weil an der breiten Stelle des Anschlages abgelesen wird, beginnt die Skala rechts vom Band einige cm versetzt, was nicht anders zu machen ist. Ab etwa 45mm ist aber auch die rechte Skala ablesbar.
Noch kurz vor Weihnachten kamen die bestellten Aigner System-Tischvergrößerungen samt den Aigner Profilen zum Anbau an den Maschinentisch.
Dieses System hat mich auf der Ligna in Hannover am Aigner Stand restlos überzeugt. Der große Vorteil, das System lässt sich nicht nur an der Bandsäge einsetzen, sondern auch an der Tischfräse und den Abrichttischen der Hobelmaschine.
Ich habe mich für die am Ende eingezogenen Profile entschieden, wohlwissend das es evtl. zu Einschränkungen kommen kann, aber man bleibt nicht so leicht hängen und optisch sind diese Profile auch gelungen.
An der hinteren Tischkante und der seitlichen Tischkante kann so die Tischverlängerung in sekundenschnelle eingesetzt werden.
Die genutete Anschlagschiene bekam nun endlich ihre Maßeinteilung, da der Parallelschlag hauptsächlich links vom Sägeband eingesetzt wird, und Ablesepunkt nicht mit Sägebandposition übereinstimmt, weil an der breiten Stelle des Anschlages abgelesen wird, beginnt die Skala rechts vom Band einige cm versetzt, was nicht anders zu machen ist. Ab etwa 45mm ist aber auch die rechte Skala ablesbar.
Noch kurz vor Weihnachten kamen die bestellten Aigner System-Tischvergrößerungen samt den Aigner Profilen zum Anbau an den Maschinentisch.
Dieses System hat mich auf der Ligna in Hannover am Aigner Stand restlos überzeugt. Der große Vorteil, das System lässt sich nicht nur an der Bandsäge einsetzen, sondern auch an der Tischfräse und den Abrichttischen der Hobelmaschine.
Ich habe mich für die am Ende eingezogenen Profile entschieden, wohlwissend das es evtl. zu Einschränkungen kommen kann, aber man bleibt nicht so leicht hängen und optisch sind diese Profile auch gelungen.
An der hinteren Tischkante und der seitlichen Tischkante kann so die Tischverlängerung in sekundenschnelle eingesetzt werden.
Die genutete Anschlagschiene bekam nun endlich ihre Maßeinteilung, da der Parallelschlag hauptsächlich links vom Sägeband eingesetzt wird, und Ablesepunkt nicht mit Sägebandposition übereinstimmt, weil an der breiten Stelle des Anschlages abgelesen wird, beginnt die Skala rechts vom Band einige cm versetzt, was nicht anders zu machen ist. Ab etwa 45mm ist aber auch die rechte Skala ablesbar.
Noch kurz vor Weihnachten kamen die bestellten Aigner System-Tischvergrößerungen samt den Aigner Profilen zum Anbau an den Maschinentisch.
Dieses System hat mich auf der Ligna in Hannover am Aigner Stand restlos überzeugt. Der große Vorteil, das System lässt sich nicht nur an der Bandsäge einsetzen, sondern auch an der Tischfräse und den Abrichttischen der Hobelmaschine.
Ich habe mich für die am Ende eingezogenen Profile entschieden, wohlwissend das es evtl. zu Einschränkungen kommen kann, aber man bleibt nicht so leicht hängen und optisch sind diese Profile auch gelungen.
An der hinteren Tischkante und der seitlichen Tischkante kann so die Tischverlängerung in sekundenschnelle eingesetzt werden.
Die genutete Anschlagschiene bekam nun endlich ihre Maßeinteilung, da der Parallelschlag hauptsächlich links vom Sägeband eingesetzt wird, und Ablesepunkt nicht mit Sägebandposition übereinstimmt, weil an der breiten Stelle des Anschlages abgelesen wird, beginnt die Skala rechts vom Band einige cm versetzt, was nicht anders zu machen ist. Ab etwa 45mm ist aber auch die rechte Skala ablesbar.
Noch kurz vor Weihnachten kamen die bestellten Aigner System-Tischvergrößerungen samt den Aigner Profilen zum Anbau an den Maschinentisch.
Dieses System hat mich auf der Ligna in Hannover am Aigner Stand restlos überzeugt. Der große Vorteil, das System lässt sich nicht nur an der Bandsäge einsetzen, sondern auch an der Tischfräse und den Abrichttischen der Hobelmaschine.
Ich habe mich für die am Ende eingezogenen Profile entschieden, wohlwissend das es evtl. zu Einschränkungen kommen kann, aber man bleibt nicht so leicht hängen und optisch sind diese Profile auch gelungen.
An der hinteren Tischkante und der seitlichen Tischkante kann so die Tischverlängerung in sekundenschnelle eingesetzt werden.
Die genutete Anschlagschiene bekam nun endlich ihre Maßeinteilung, da der Parallelschlag hauptsächlich links vom Sägeband eingesetzt wird, und Ablesepunkt nicht mit Sägebandposition übereinstimmt, weil an der breiten Stelle des Anschlages abgelesen wird, beginnt die Skala rechts vom Band einige cm versetzt, was nicht anders zu machen ist. Ab etwa 45mm ist aber auch die rechte Skala ablesbar.
Noch kurz vor Weihnachten kamen die bestellten Aigner System-Tischvergrößerungen samt den Aigner Profilen zum Anbau an den Maschinentisch.
Dieses System hat mich auf der Ligna in Hannover am Aigner Stand restlos überzeugt. Der große Vorteil, das System lässt sich nicht nur an der Bandsäge einsetzen, sondern auch an der Tischfräse und den Abrichttischen der Hobelmaschine.
Ich habe mich für die am Ende eingezogenen Profile entschieden, wohlwissend das es evtl. zu Einschränkungen kommen kann, aber man bleibt nicht so leicht hängen und optisch sind diese Profile auch gelungen.
An der hinteren Tischkante und der seitlichen Tischkante kann so die Tischverlängerung in sekundenschnelle eingesetzt werden.
Die genutete Anschlagschiene bekam nun endlich ihre Maßeinteilung, da der Parallelschlag hauptsächlich links vom Sägeband eingesetzt wird, und Ablesepunkt nicht mit Sägebandposition übereinstimmt, weil an der breiten Stelle des Anschlages abgelesen wird, beginnt die Skala rechts vom Band einige cm versetzt, was nicht anders zu machen ist. Ab etwa 45mm ist aber auch die rechte Skala ablesbar.
Noch kurz vor Weihnachten kamen die bestellten Aigner System-Tischvergrößerungen samt den Aigner Profilen zum Anbau an den Maschinentisch.
Dieses System hat mich auf der Ligna in Hannover am Aigner Stand restlos überzeugt. Der große Vorteil, das System lässt sich nicht nur an der Bandsäge einsetzen, sondern auch an der Tischfräse und den Abrichttischen der Hobelmaschine.
Ich habe mich für die am Ende eingezogenen Profile entschieden, wohlwissend das es evtl. zu Einschränkungen kommen kann, aber man bleibt nicht so leicht hängen und optisch sind diese Profile auch gelungen.
An der hinteren Tischkante und der seitlichen Tischkante kann so die Tischverlängerung in sekundenschnelle eingesetzt werden.
Gußeisen-Parallelanschlag mit langem und hohem, mittels T-Nut verschiebbaren Zusatzanschlag, hier provisorisch mit Inbus-Maschinenschrauben M8 fixiert.
Gußeisen-Parallelanschlag mit langem und hohem, mittels T-Nut verschiebbaren Zusatzanschlag, hier provisorisch mit Inbus-Maschinenschrauben M8 fixiert.
Um am bestehenden Parallelanschlag befestigt werden zu können mußte dieser mit 9mm Bohrungen versehen werden.
Um am bestehenden Parallelanschlag befestigt werden zu können mußte dieser mit 9mm Bohrungen versehen werden.
Um breite Bretter hochkant auftrennen zu können ist ein hoher Parallelanschlag nötig, ein Rest 50mm starkes Buchenmultiplex schien genau richtig.
Da ich keinen T-Nut-Fräser habe und diesem nicht unbedingt 600mm Strecke in Multiplex mit voller Frästiefe zumuten würde habe ich mich für eine mehrstufige Nut mittels Falzkopf und Verstellnuter auf der Tischfräse entschieden, die bestückt mit gezogenem Flachstahl (ST60) eine schöne T-Nut ergibt. Als Nutenstein kam ebenfalls gezogener Stahl zum Einsatz, hier in 300mm länge mit dem Profilmaß 10x16mm, ausgerüstet mit 2 St. M8 Gewinden.
Um breite Bretter hochkant auftrennen zu können ist ein hoher Parallelanschlag nötig, ein Rest 50mm starkes Buchenmultiplex schien genau richtig.
Da ich keinen T-Nut-Fräser habe und diesem nicht unbedingt 600mm Strecke in Multiplex mit voller Frästiefe zumuten würde habe ich mich für eine mehrstufige Nut mittels Falzkopf und Verstellnuter auf der Tischfräse entschieden, die bestückt mit gezogenem Flachstahl (ST60) eine schöne T-Nut ergibt. Als Nutenstein kam ebenfalls gezogener Stahl zum Einsatz, hier in 300mm länge mit dem Profilmaß 10x16mm, ausgerüstet mit 2 St. M8 Gewinden.
Um Rundhölzer ablängen zu können bspw. für Drechselarbeiten oder wie hier Rohlinge für Weihnachtssterne aus Eibenholz habe ich mir aus Sperrholzresten eine entsprechende Vorrichtung gebaut, die in der Maschinentisch-Nut mit einer Hartholzleiste geführt wird.
Um Rundhölzer ablängen zu können bspw. für Drechselarbeiten oder wie hier Rohlinge für Weihnachtssterne aus Eibenholz habe ich mir aus Sperrholzresten eine entsprechende Vorrichtung gebaut, die in der Maschinentisch-Nut mit einer Hartholzleiste geführt wird.
Um Rundhölzer ablängen zu können bspw. für Drechselarbeiten oder wie hier Rohlinge für Weihnachtssterne aus Eibenholz habe ich mir aus Sperrholzresten eine entsprechende Vorrichtung gebaut, die in der Maschinentisch-Nut mit einer Hartholzleiste geführt wird.
Um Rundhölzer ablängen zu können bspw. für Drechselarbeiten oder wie hier Rohlinge für Weihnachtssterne aus Eibenholz habe ich mir aus Sperrholzresten eine entsprechende Vorrichtung gebaut, die in der Maschinentisch-Nut mit einer Hartholzleiste geführt wird.
Mit den Hema Sägebandführungen FSO und FSU 40 sägt die Schleicher Bandsäge noch etwas leiser, die Führungen lassen sich noch präziser einstellen
und erlauben nun auch etwas mehr Schnitthöhe, 255mm sind nun der größte Durchlass.










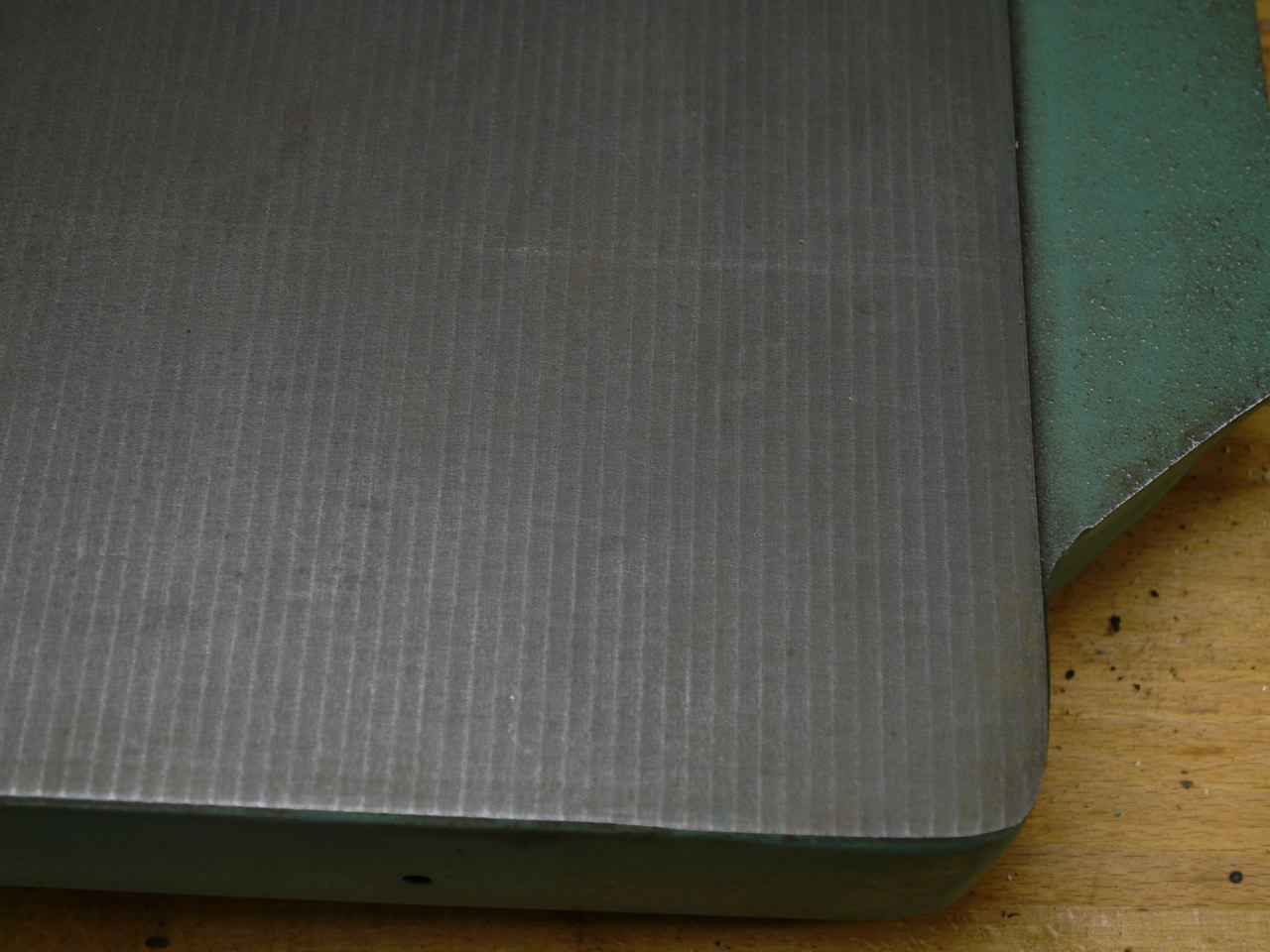









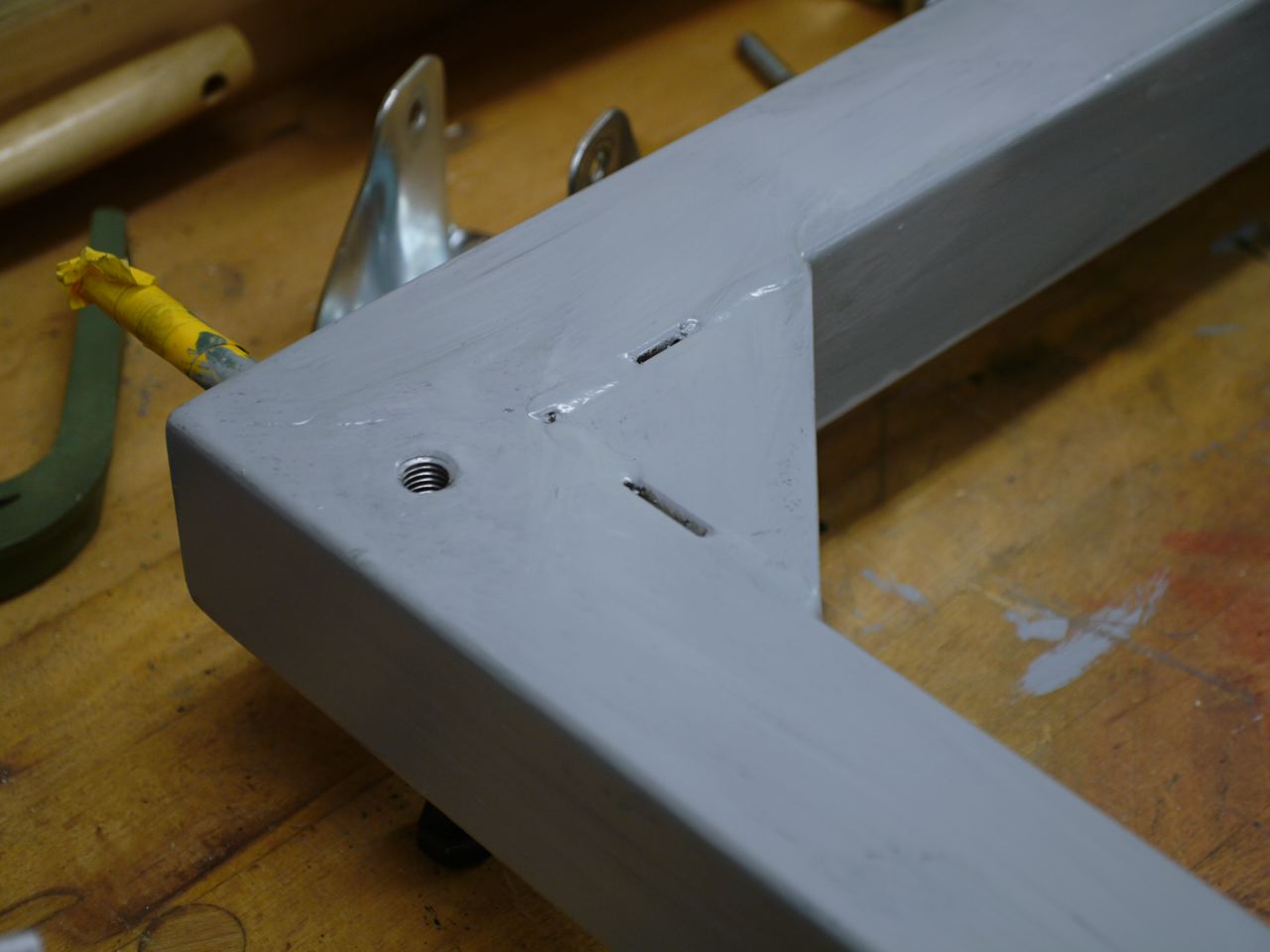


















, aber mit gut 10mm Wandstärke schön dimensioniert.")



 frisch aus Tobi´s Metallwerkstatt, man sieht deutlich die Nut in die das selbstklebende Metallmaßband der Firma \"Vogel\", geliefert von \"feine Werkzeuge\" Dieter Schmid, passen soll.")
























 zum Einsatz, die Maschine bietet auch die Möglichkeit preiswertes Rollen oder Bogen Schleifpapier ein zu klemmen, Metabo bietet zur besseren Absaugung hierfür eine Lochstanze.")



 der Maschine befinden sich da wo sie hin gehören.")
















































 eine schöne T-Nut ergibt. Als Nutenstein kam ebenfalls gezogener Stahl zum Einsatz, hier in 300mm länge mit dem Profilmaß 10x16mm, ausgerüstet mit 2 St. M8 Gewinden.")